
光刻胶喷胶工艺
光刻胶喷胶工艺 光刻胶喷胶工艺- 光刻胶超声喷涂 - 驰飞超声波喷涂 [...]
光刻胶喷胶工艺 光刻胶喷胶工艺- 光刻胶超声喷涂 - 驰飞超声波喷涂 [...]
超声波喷涂VS溅射和原子层沉积 超声波喷涂VS溅射和原子层沉积 - 超声喷涂 - [...]
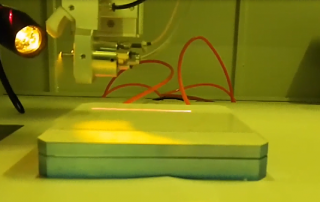
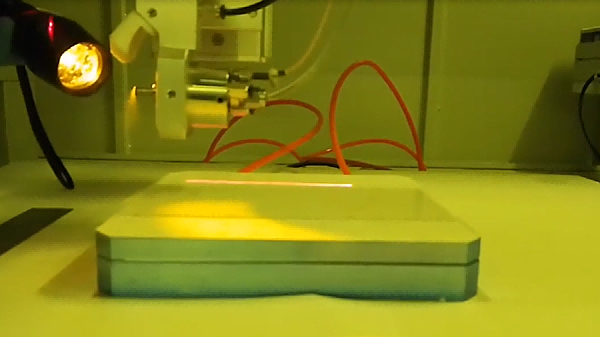
桌面喷涂机 超声波桌面喷涂机:重新定义精准喷涂,解锁高效生产新可能 在精密制造、电子元件加工、新材料研发等领域,喷涂工艺的精准度、均匀性直接影响产品质量与生产效率。传统喷涂设备普遍存在涂层不均、材料浪费、操作复杂等痛点,而超声波桌面喷涂机凭借核心技术突破,成为解决这些问题的理想选择,为各行业小规模生产、实验室研发提供高效可靠的喷涂解决方案。 超声波桌面喷涂机的核心优势源于其独特的工作原理。设备通过超声波振动将喷涂材料雾化成微米级细小颗粒,雾滴均匀度远超传统气压式喷涂,能实现 0.01mm [...]
超声涂覆引流导管涂层 超声涂覆引流导管涂层 - 肝素涂层 - [...]
透镜涂层 透镜涂层是通过物理或化学方法在透镜表面沉积的超薄功能薄膜,其核心作用是优化透镜的光学性能、提升耐用性并拓展应用场景。作为光学元件的“隐形外衣”,透镜涂层虽厚度通常仅为纳米至微米级别,却能显著改善透镜的透光效率、抗反射能力、耐磨防污性能等,广泛应用于光学仪器、汽车工业、电子设备、医疗设备等多个领域。 增透涂层是最常见的透镜涂层类型之一,其核心原理是利用薄膜干涉效应,减少透镜表面的光反射损失。天然透镜表面通常会反射约4%-5%的入射光,不仅降低了透光率,还可能产生杂散光,影响成像质量。增透涂层通过精确控制涂层材料的折射率和厚度,使反射光相互抵消,从而提升透光效率。例如,相机镜头、显微镜物镜等精密光学元件表面的多层增透涂层,可将透光率提升至99%以上,让成像更清晰、亮度更均匀。常用的增透涂层材料包括氟化镁、二氧化硅等,其中多层增透涂层通过组合不同折射率的材料,能实现更宽光谱范围的增透效果,适配可见光、红外光等不同波段的光学需求。 耐磨防刮涂层是提升透镜使用寿命的关键涂层类型。透镜在日常使用中容易受到摩擦、碰撞等机械损伤,尤其是树脂透镜等材质,硬度较低,易产生划痕。耐磨涂层通常采用硬度较高的材料,如二氧化硅、氮化硅等,通过真空镀膜等工艺沉积在透镜表面,形成一层坚硬的保护膜。这类涂层不仅能提升透镜表面的硬度,还能增强其抗磨损能力,减少划痕对光学性能的影响。在眼镜镜片、汽车挡风玻璃等民用领域,耐磨防刮涂层已成为标准配置,显著延长了产品的使用寿命。 防污涂层则专注于改善透镜表面的亲疏水性,减少油污、水渍等污染物的附着。传统透镜表面容易沾染指纹、灰尘、水汽,不仅影响透光效果,还难以清洁。防污涂层多采用含氟材料或硅基材料,通过降低透镜表面的表面张力,使水滴、油污等难以附着,实现“自清洁”效果。例如,手机摄像头镜头、汽车后视镜透镜表面的防污涂层,能让雨水快速滑落,避免水渍残留,同时方便清洁指纹等污渍。这类涂层在潮湿环境或频繁接触的场景中尤为重要,能保障透镜光学性能的稳定性。 [...]
传感器上涂覆聚合物涂层 传感器上涂覆聚合物涂层 - 导电聚合物涂层 - [...]
光学器件镀膜 光学器件镀膜 - 超声波喷涂机 - [...]
超声涂覆活检针润滑涂层 超声涂覆活检针润滑涂层 - PTFE涂层 - [...]
超声波涂覆增透膜/反射膜 超声波涂覆增透膜/反射膜 - 棱镜膜层涂覆 - [...]
超声波喷涂机在传感器喷涂领域的多元应用 超声波喷涂机在传感器喷涂领域的多元应用 - 薄膜涂层 - [...]

地址:浙江省杭州市富阳区场口镇创业路11-13号 | 电话: 0571-87910406 | 手机号:13372540303
© Copyright 1998 - 2026 | 杭州驰飞超声波设备有限公司 | Powered by Cheersonic








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}