
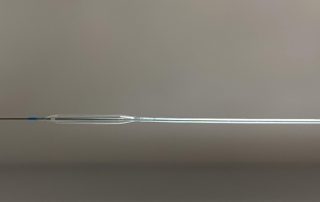
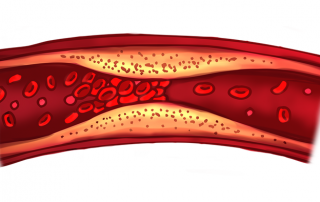
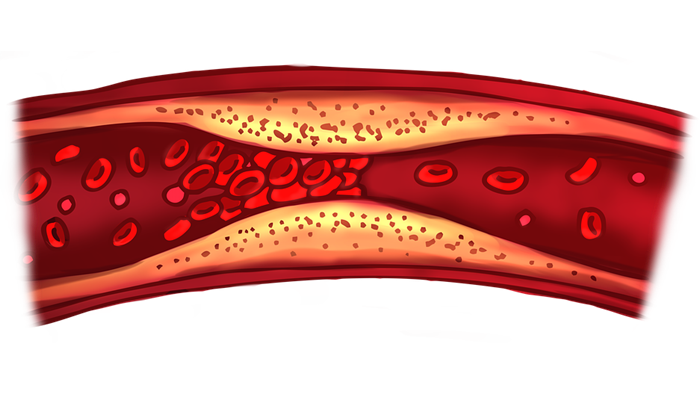
心血管支架和药物洗脱球囊
心血管支架和药物洗脱球囊 心血管支架和药物洗脱球囊 - 超声波喷涂医疗涂层 - [...]
心血管支架和药物洗脱球囊 心血管支架和药物洗脱球囊 - 超声波喷涂医疗涂层 - [...]
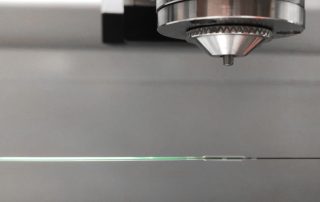
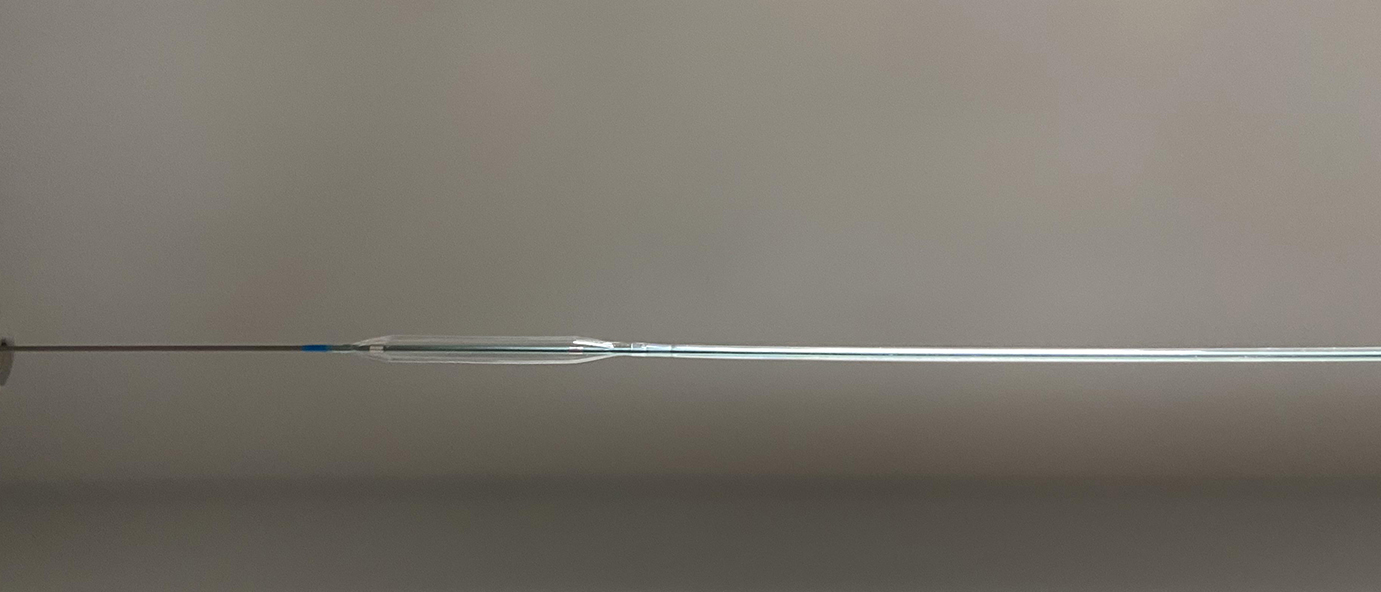
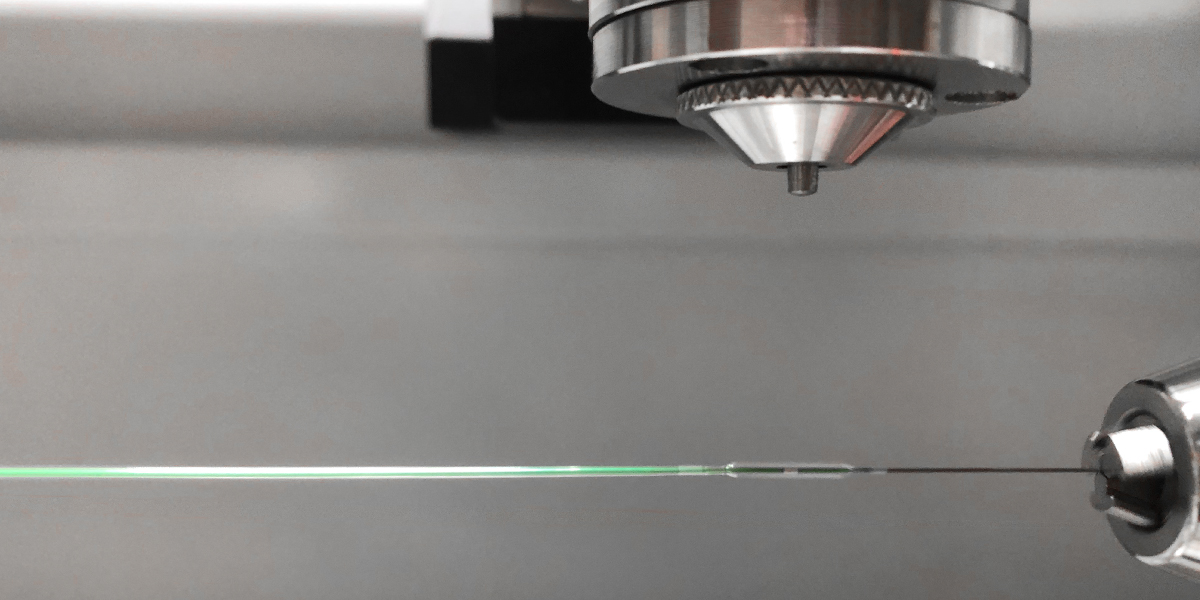
超声波球囊导管镀膜技术 超声波球囊导管镀膜技术 - 球囊导管喷涂 - [...]
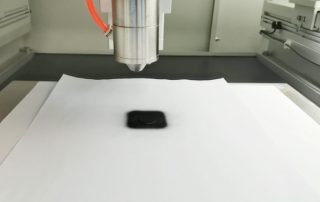
生物高分子止血干胶海绵 生物高分子止血干胶海绵 - 超声波切片机 - [...]
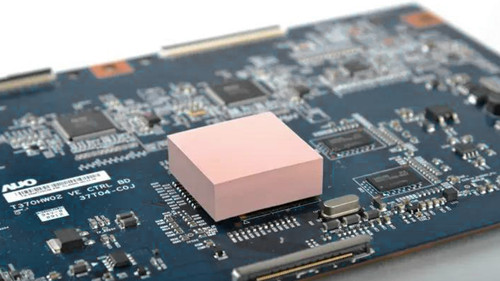
超声波导热硅胶切片机 UFM2100N超声波连续切片机是专为切片而设计,切割速度高达每分钟 30刀, 最小切片厚度可达0.5mm。该设备可用于导热新材料行业,可用于切割导热硅胶片、吸波导热片、导热硅胶垫、导热矽胶片、软性导热垫等。 超声波导热硅胶切片机是利用超声波能量进行切割的一类设备,它的特点是切割速度快,切口光滑、平整,省时高 [...]
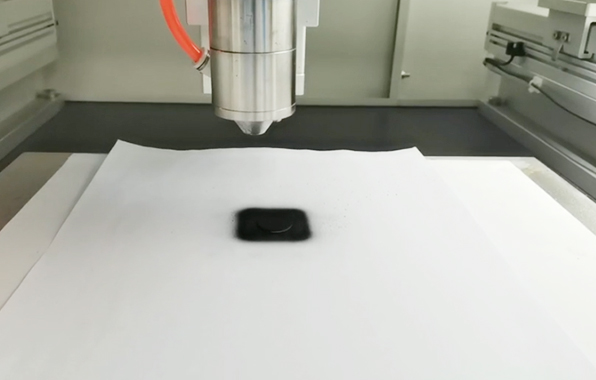
抗凝血涂层 抗凝血涂层 - 超声波喷涂医疗涂层 - [...]
超声波电池浆料分散 锂电池浆料的制备包括了液体与液体、液体与固体物料之间的相互混合、溶解、分散等一系列工艺过程,而且在这个过程中都伴随着温度、粘度、环境等变化。锂电池浆料的混合分散始终伴随着锂电池浆料制备的整个过程。 超声波电池浆料分散、锂电池浆料分散因超声波能够瞬时的声空化效应,产生搅拌。超声波搅拌能够达到与基于流体力学技术的搅拌相同的效果。超声波技术的超声波搅拌特别有利电池浆料制备。 通过利用超声波技术,超声波锂电池浆料分散不仅可以降低电池生产成本,而且可以提升电池容量和循环稳定性。 性能特征 [...]
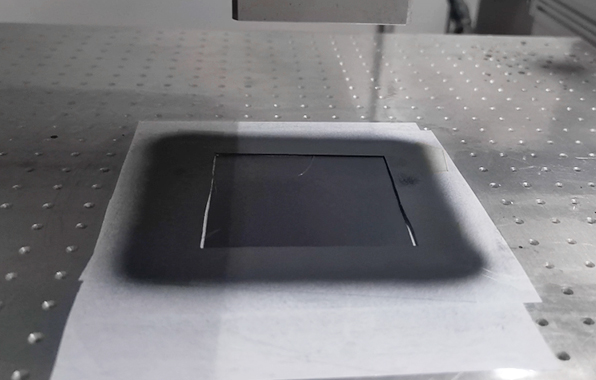
用于半导体光刻的光刻胶涂层系统 用于半导体光刻的光刻胶涂层系统 - 半导体超声喷涂 - [...]
芯片薄膜沉积 芯片薄膜沉积 - 超声波薄膜喷涂设备 - [...]
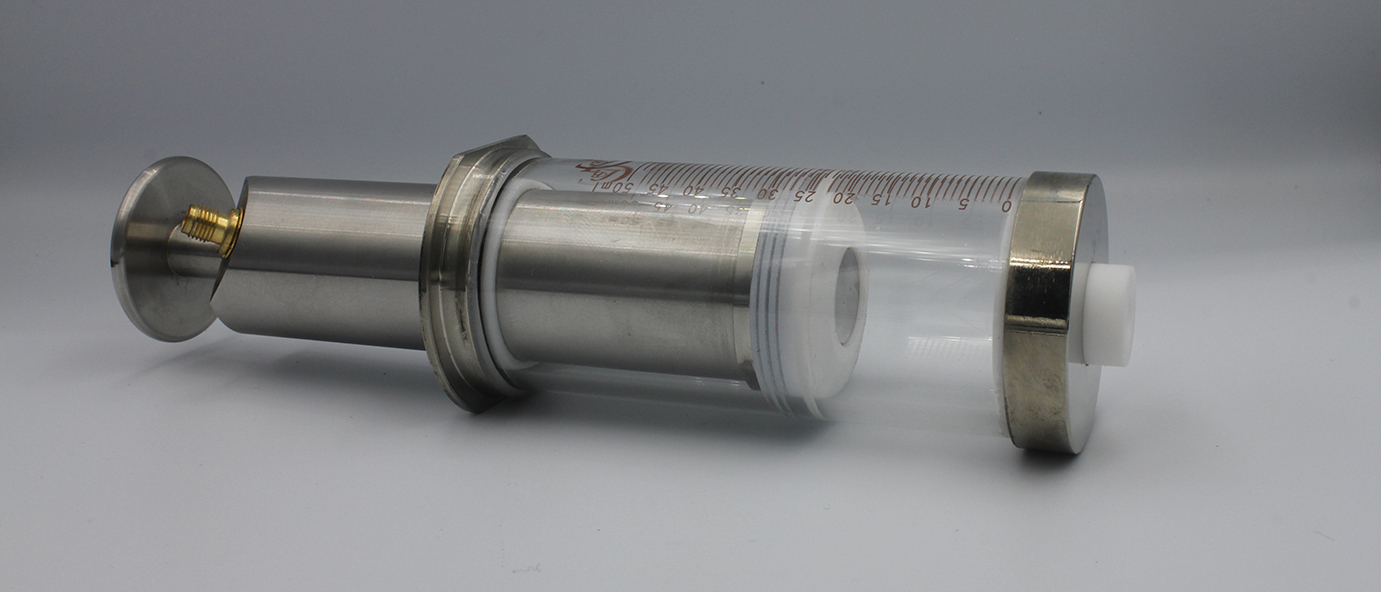
超声波浆料分散注射泵 我们在喷涂 PEM 方面拥有丰富的经验。超声波涂层系统在燃料电池和 PEM [...]
研发用喷涂机 研发用喷涂机 - 超声波薄膜喷涂设备 - [...]

地址:浙江省杭州市富阳区场口镇创业路11-13号 | 电话: 0571-87910406 | 手机号:13372540303
© Copyright 1998 - 2026 | 杭州驰飞超声波设备有限公司 | Powered by Cheersonic







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}